")
")
PRODOTTI PER ALETTE
Fin lines
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Thanks to an internal design office, OMTR is able to offer targeted solutions for every application requirement, in the various heat exchange sectors.
OMTR presses are designed to be able to accommodate a wide range of moulds, they are adaptable to existing molds (also from third party manufacturers), or specifically designed for the production of a certain type of fin, and geometry, based on needs.
Presses and molds include every type and configuration of fins, every width of belts and materials to be printed, ensuring precision, required power and a wide variety of accessories.
They are designed for easy maintenance, with the ability to replace individual modules. An extra stroke of 60mm allows easy cleaning of the mould, without the need to disassemble it.
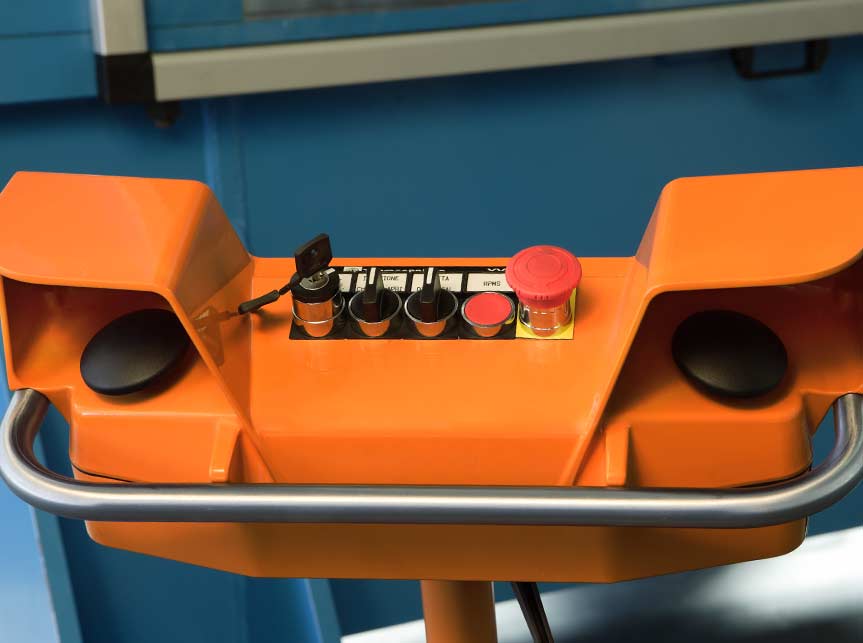
OMTR fin lines include the following components:
- Tape unwinder (1 or 2 reel holders)
- Belt Lubrication Tank
- Automatic rank selection
- Fin aspirator
- Wing stacker
- Soundproof booth
- Waste aspirator
Scheda tecnica
Power | 50 t. | 80 t. |
|---|---|---|
Electric motor | 11 Kw | 17 Kw |
Maximum input tape width | 435 mm | 435 mm |
Light between belt entrance uprights | 735 mm | 735 mm |
Useful dimensions of the press surface | 1750 x 735 mm | 1750 x 735 mm |
Useful dimensions of the club surface | 1350 X 850 mm | 1350 X 850 mm |
Fixed stroke | 30 / 40 / 60 mm | 30 / 40 / 60 mm |
Bottom dead center light | 300 mm | 300 mm |
Motorized ram adjustment | +/- 6 mm | +/- 6 mm |
Anti blocking device | idraulico | idraulico |
Hydraulic ram lifting device | 60 mm | 60 mm |
Sledgehammer guide shoes | N° 16 | N° 16 |
Height of the guide points | 788 mm | 788 mm |
Max 12 rows for Copper and Aluminum fins - Th. 0,1mm min - 0,2mm max | ||
Max 6 rows for steel fins - Thickness 0,1mm max 0,15mm max |
If you have any further question, do not hesitate to contact our support.